一.打光方式
對于輪廓檢測的打光方式較為靈活,通常可選擇三種打光方式:背光底部照射、正面明場、正面暗場。可根據現場不同架構和限制進行靈活選擇。
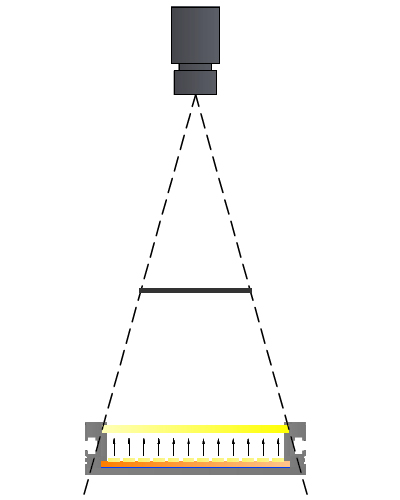
背光底部照射
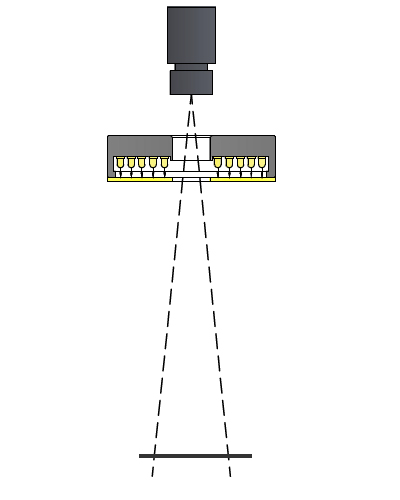
正面明場
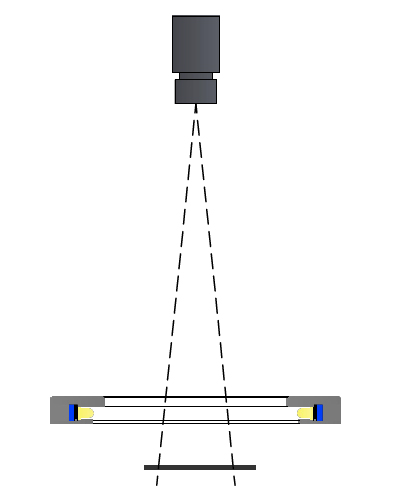
正面暗聲



背光源
高角度環形光源
低角度環形光源
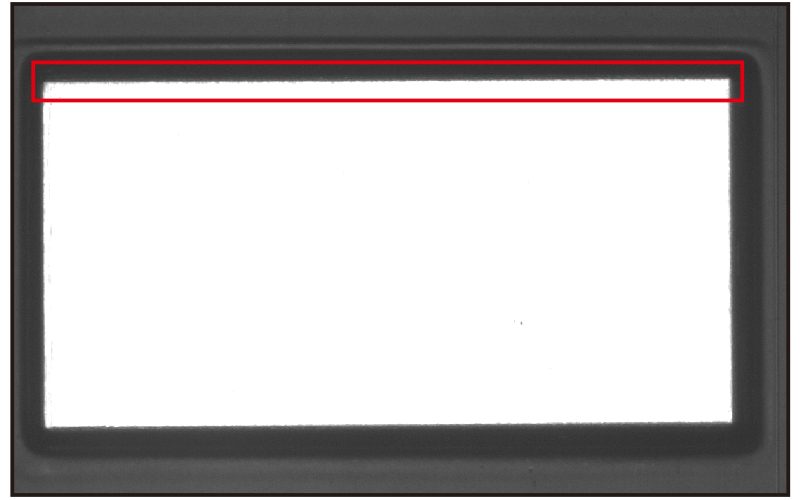
背光底部照射效果圖
高角度環形光源效果圖
低角度環形光源效果圖
一.案例分析

鉭電容輪廓檢測實物圖
通過產品分析,樣品放在黑色模具中進行檢測,模具為黑色,反光度較低,產品表面較光滑且易反光。
分析上述三種打光方式:
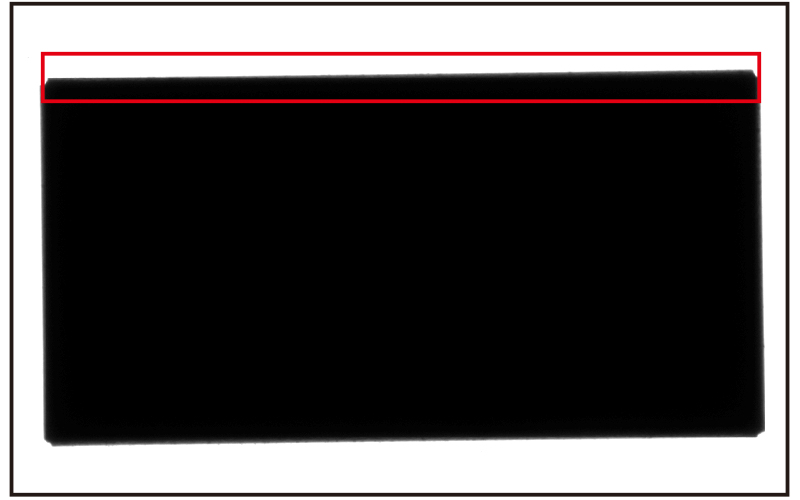
(1) 背光底部照射方式:優點在于可以突出輪廓邊緣,但由于此產品放在黑色模具中進行檢測,會遮擋住相機受光,所以不適用此打光方式。
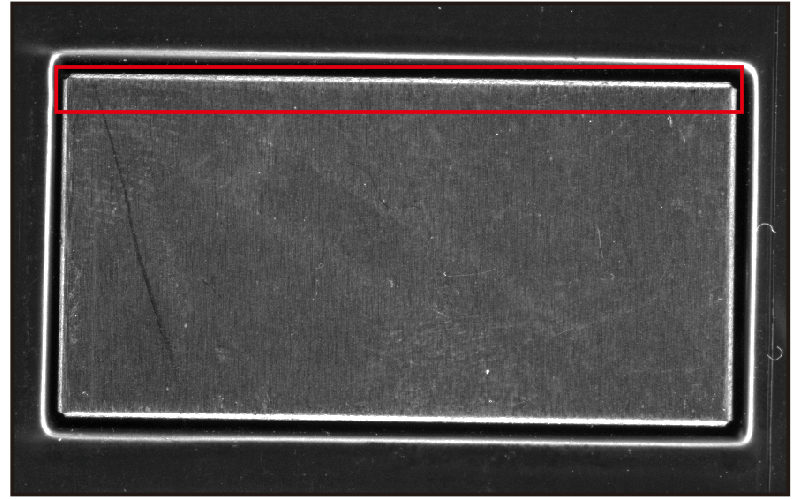
(2) 正面明場:產品與模具材質及反光度差異較大,可使用LOTS高角度環形光源正面照射,光源靠近鏡頭成高角度照射,使產品表面比較亮白,與黑色模具背景形成鮮明對比。效果如下:

正面明場高角度環形光源效果圖
(3)正面暗場:暗場打光優點在于能夠消除表面反光,對于凌厲的邊會很容易打亮。下圖使用LOTS低角度環形光源低工作距離照射。白色邊緣與黑色表面對比明顯。
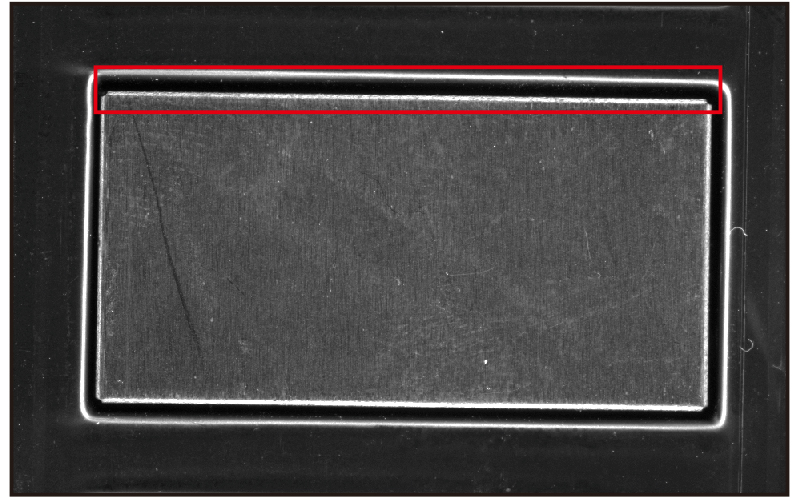
正面暗場低角度環形光源效果圖
(4) 均勻光效果:對于金屬或光滑類的產品,同樣的采用正面暗場的方式,可適當選用均勻較好的帶漫反射板或無影光類型照射,可提升效果,如下圖能夠使塑料模具背景完全消失,從而更好的檢測輪廓邊。
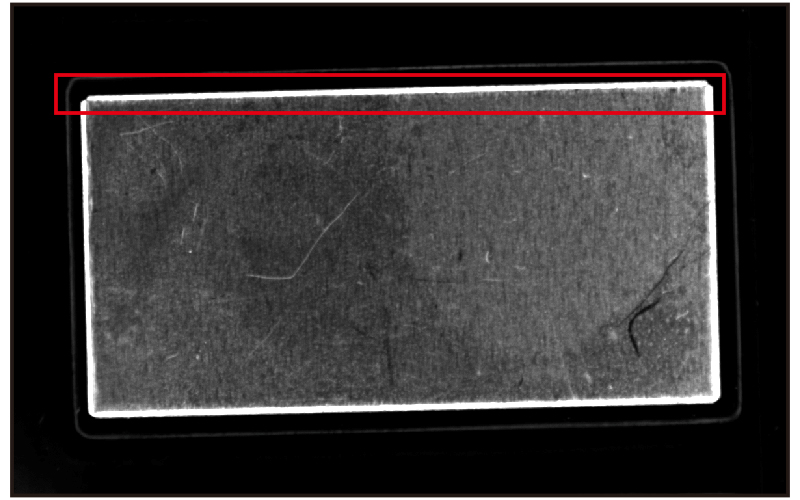
正面暗場方形無影光源效果圖

三.總結
同樣的產品使用不同的打光方式可呈現不同的效果,在項目中根據產品的類型與特征,現場的架構與限制,靈活選用光源進行測試,這是考驗技術實力的經驗積累。樂視光源十年專注于機器視覺光源的自主研發,專為系統集成商、設備制造商、大型制造企業、大型加工企業打造具有競爭力的視覺解決方案。
